Bending Radius Aluminium Sheet

Inside Bending Radii For Sheet And Plate Alloys 5083 6061 From Ullrich

Which Aluminum Alloy Bends Best Clinton Aluminum

Inside Bending Radii For Sheet And Plate Alloy Alloys 3004 5154 From Ullrich
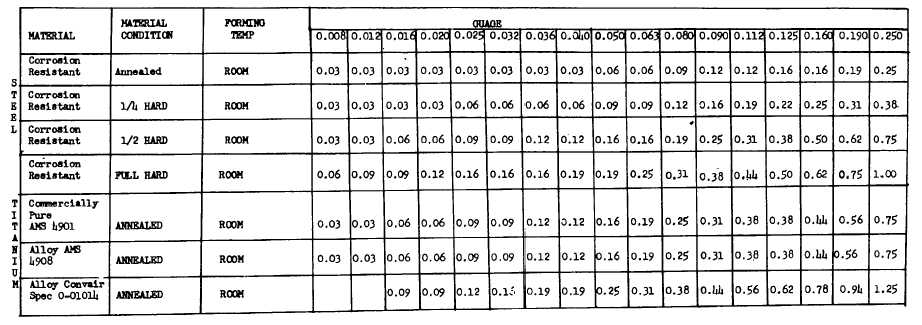
Table A 17 Metal Bending And Bend Radii Bend Allowances Sheet Metal Bend Allowances Per Degree Of Bend Aluminum Alloys

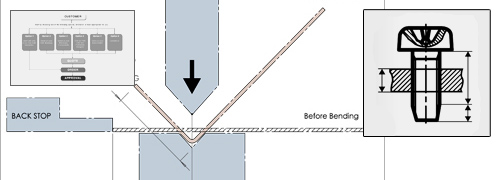
Layout And Forming Part Two

Bending Basics The Fundamentals Of Heavy Bending
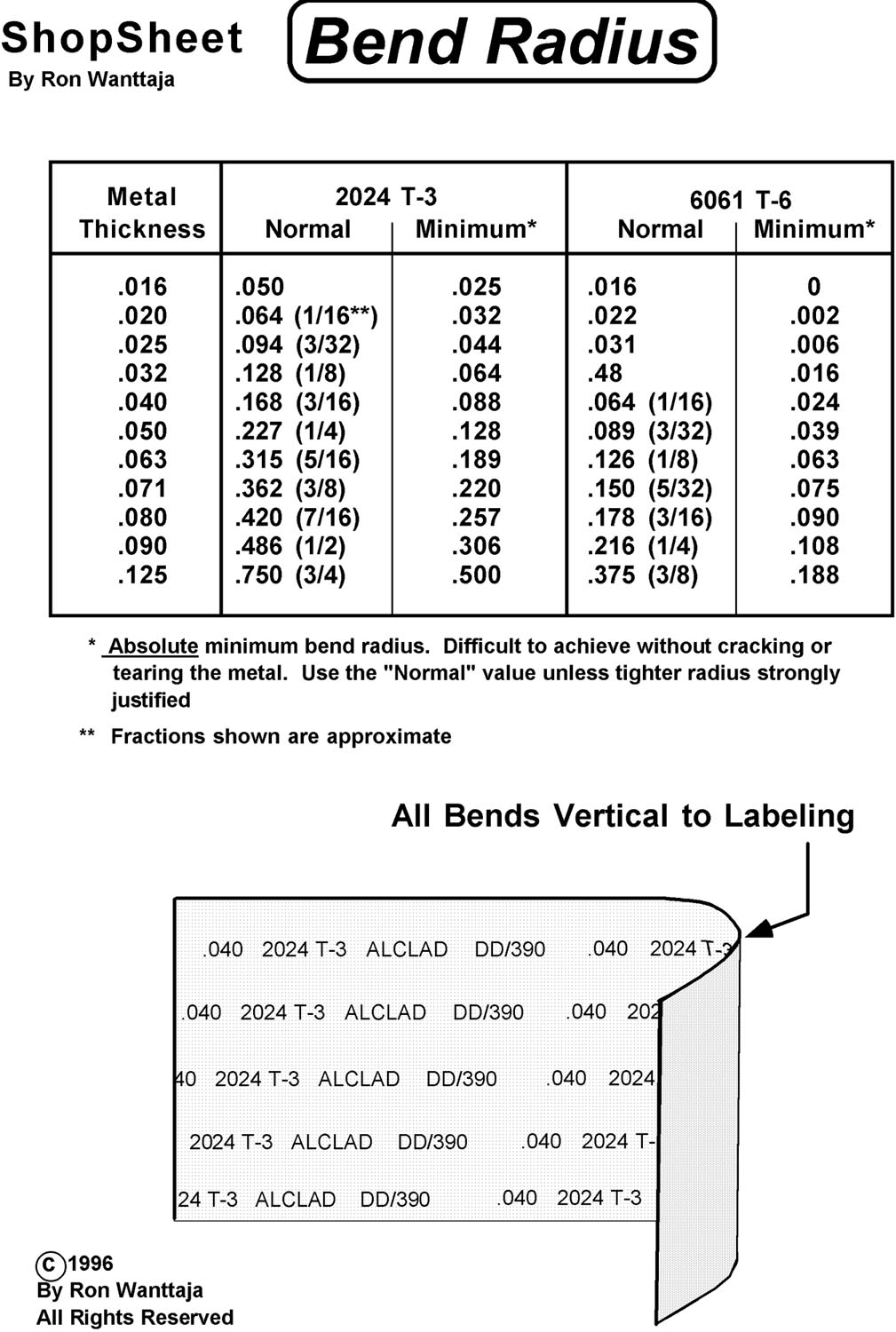
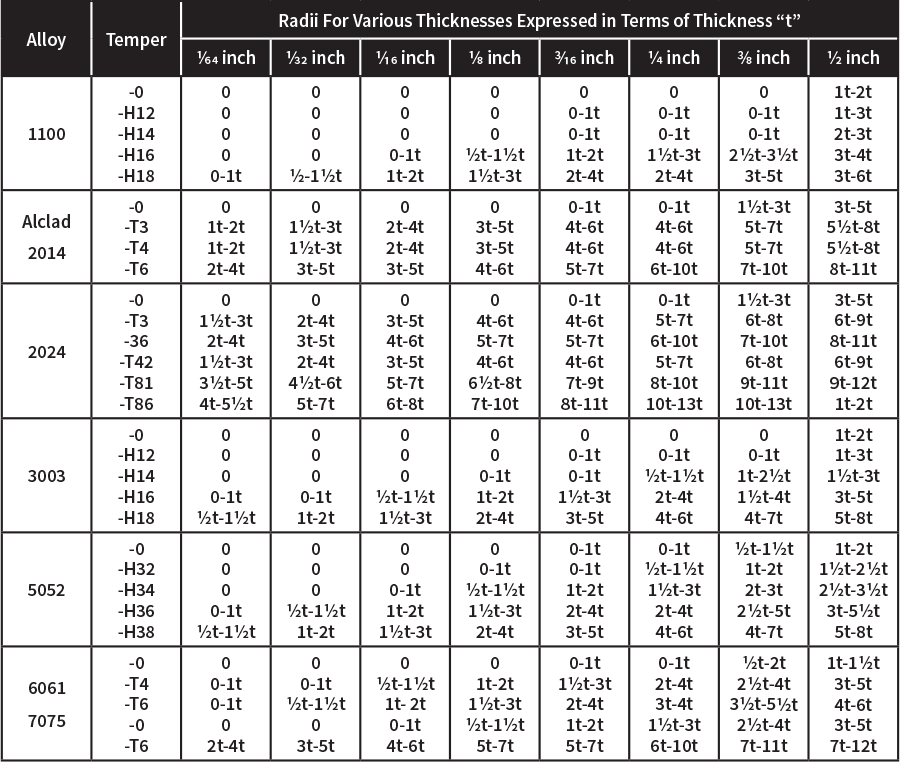
The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications.
Bending radius aluminium sheet.

Bending Basics The Hows And Whys Of Springback And Springforward
Press Brake Bending Applying The 20 Percent Rule To 6061 Aluminum

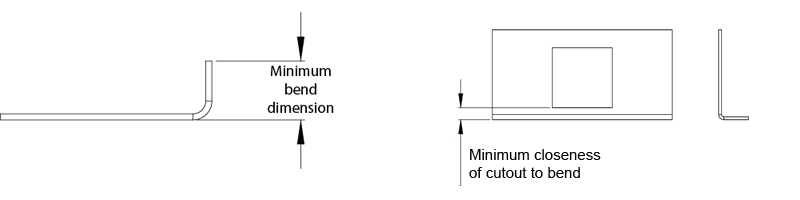
Minimum Versus Recommended Inside Bend Radius
Aluminum Plate Minimum Bend Radius Aluminum Plate
Alloy Plate Sheet 3105 Aluminum Plate Sheet
Aluminum Pipe Minimum Bend Radius Aluminum Pipe

Sheet Metal Design Guide Geomiq
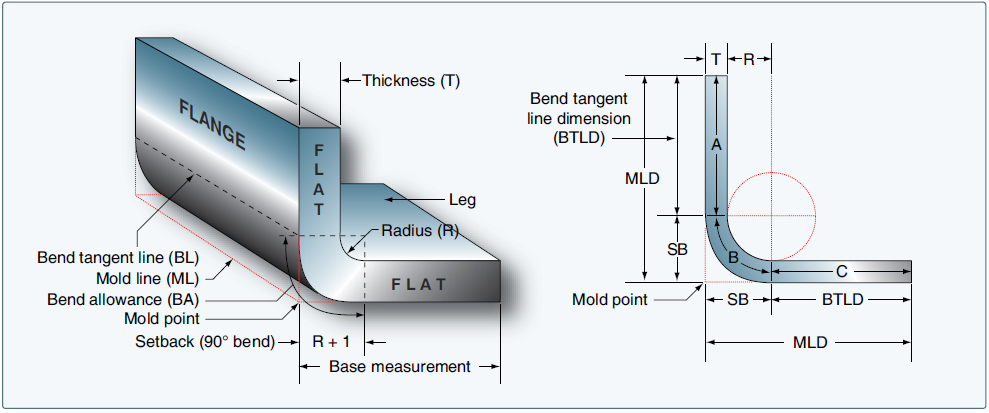
Aircraft Sheet Metal Layout And Forming Aircraft Systems
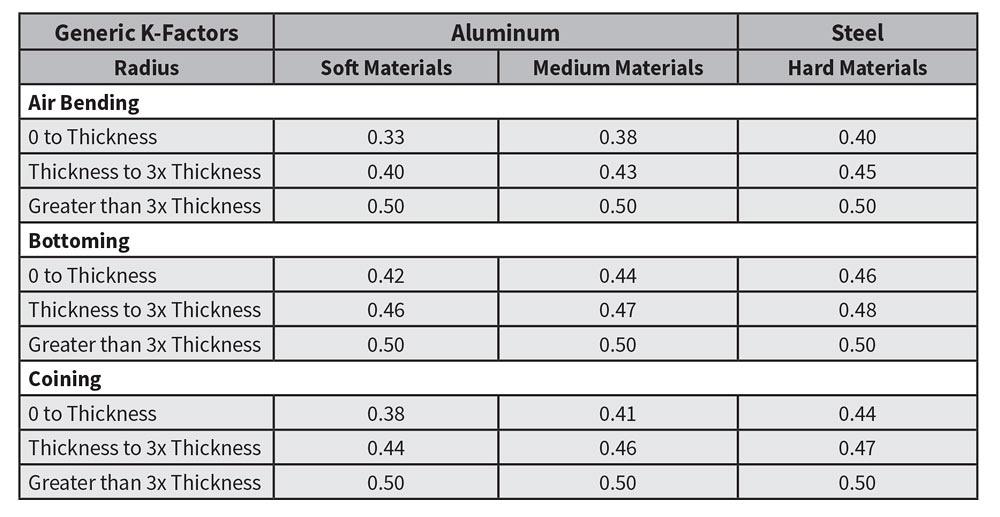
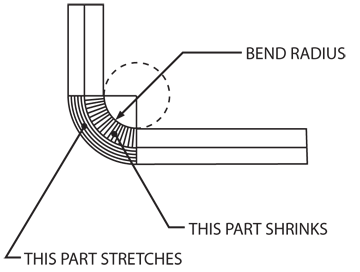
Analyzing The K Factor In Sheet Metal Bending

Aluminum Sheet Minimum Bend Radius Aluminum Sheet
Aluminum Sheet How To Bend Aluminum Sheet
Bend Radii Minimum Bend Sizes For Sheet Metal Design
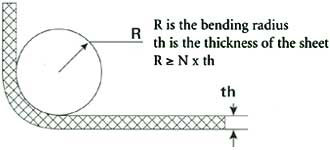
Predicting The Inside Radius When Bending With The Press Brake

Recommended Inside Bending Radii Of Aluminium From Ullrich Aluminium
Aluminum Sheet Aluminum Sheet Bend Radius
Aluminium Alloy 5083 Technical Datasheet
The Fabricator August 2018 Strategies For Bending 6061 T6 Aluminum
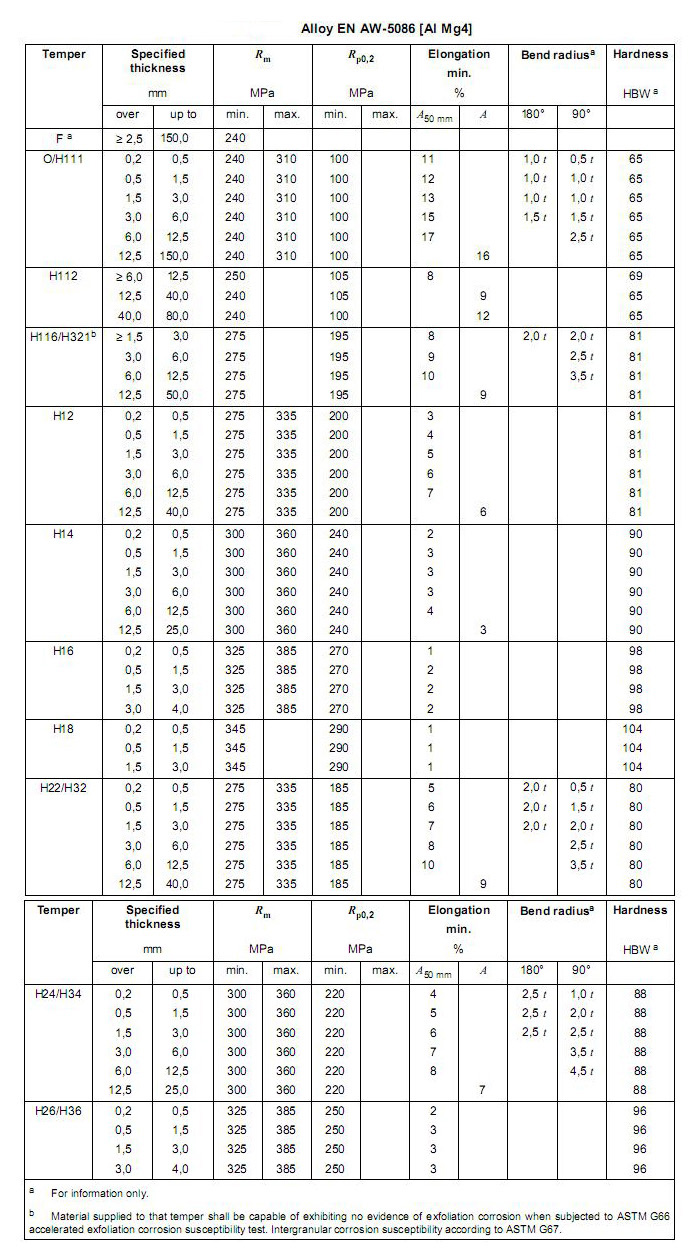
Alloy Plate Sheet 5086 Aluminum Plate Sheet
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau

The Sheet Metal Stretch Bending With Bending Radius R Die A The Download Scientific Diagram

Sheet Metal Forming

Forming Aluminum On The Press Brake Bending Soft Not Sharp

Bend Allowance Sheetmetal Me
Sheet Metal Design And Design Considerations
Source : pinterest.com
