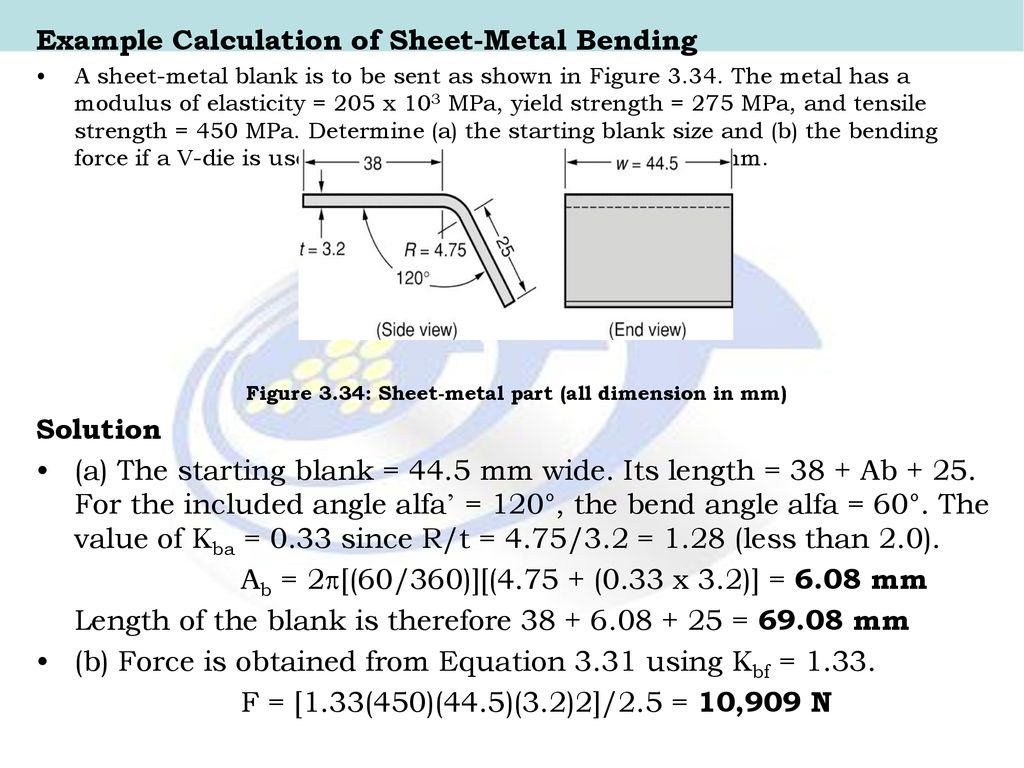
Bending Force Problem Sheet Metal
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download
Sheet Metal
Sheet Metalworking Bending Operations Drawing Ppt Video Online Download
Press Dies Tutorial Technical Tutorial Misumi
Enotes Manufacturing Processes
Calculation Of Sheet Metal Bending Force In Air Bending Universal Formula Machinemfg
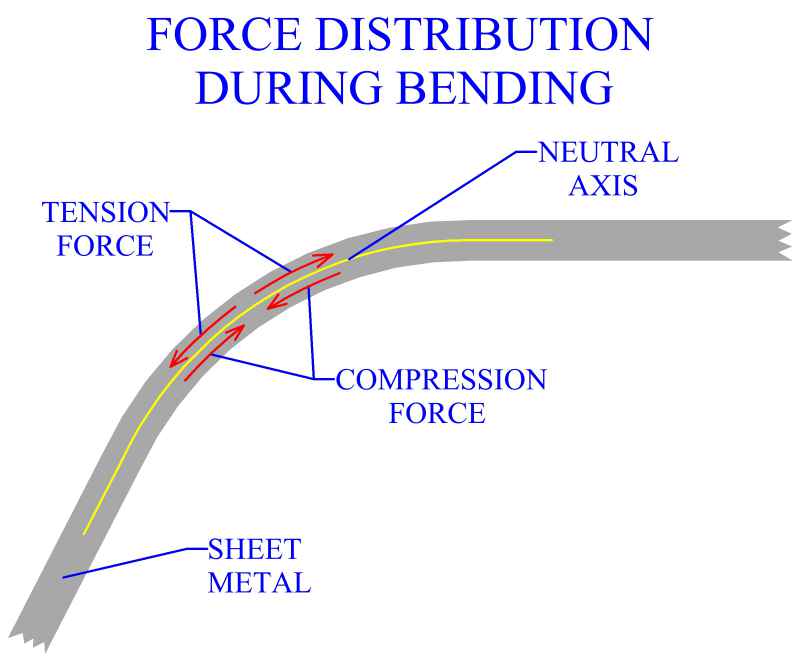
A sheet metal bending and mechanics of spring back.
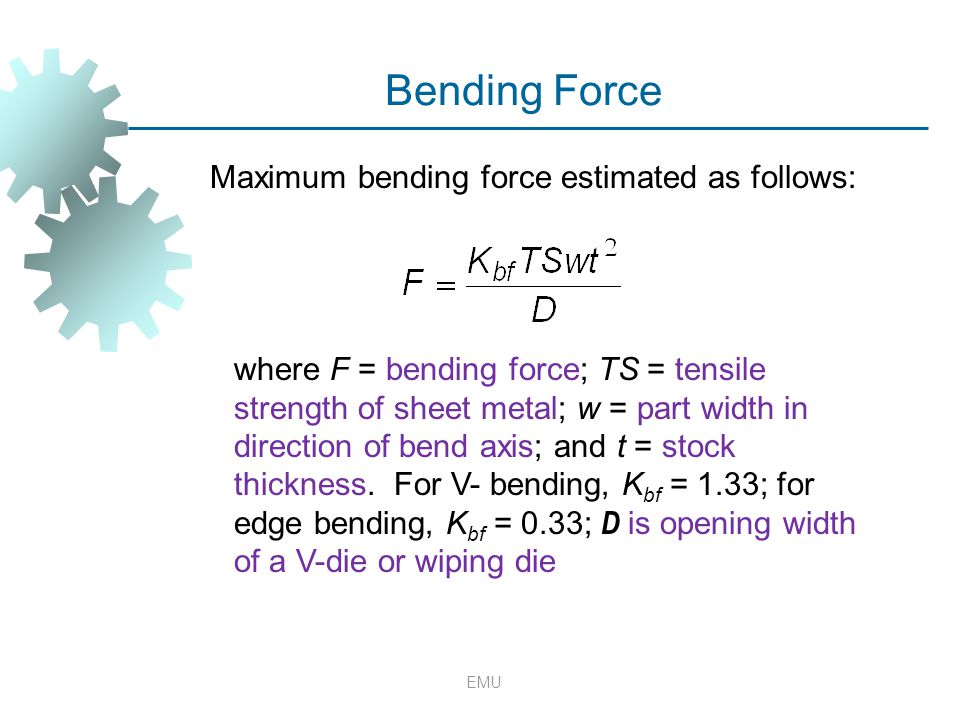
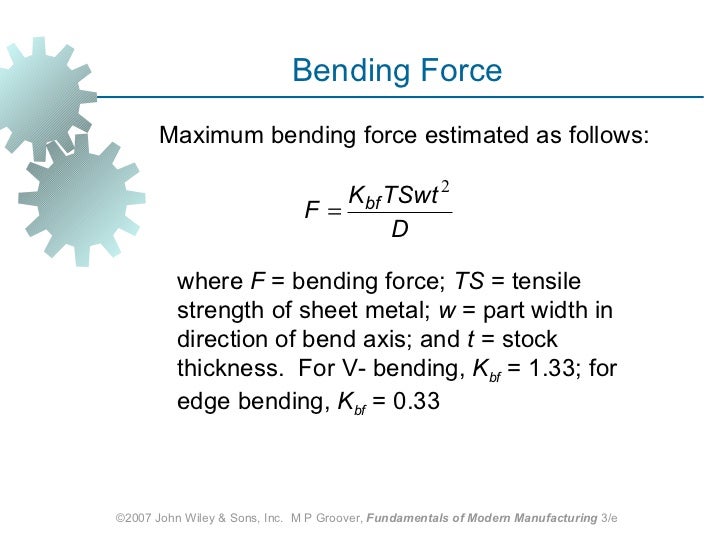
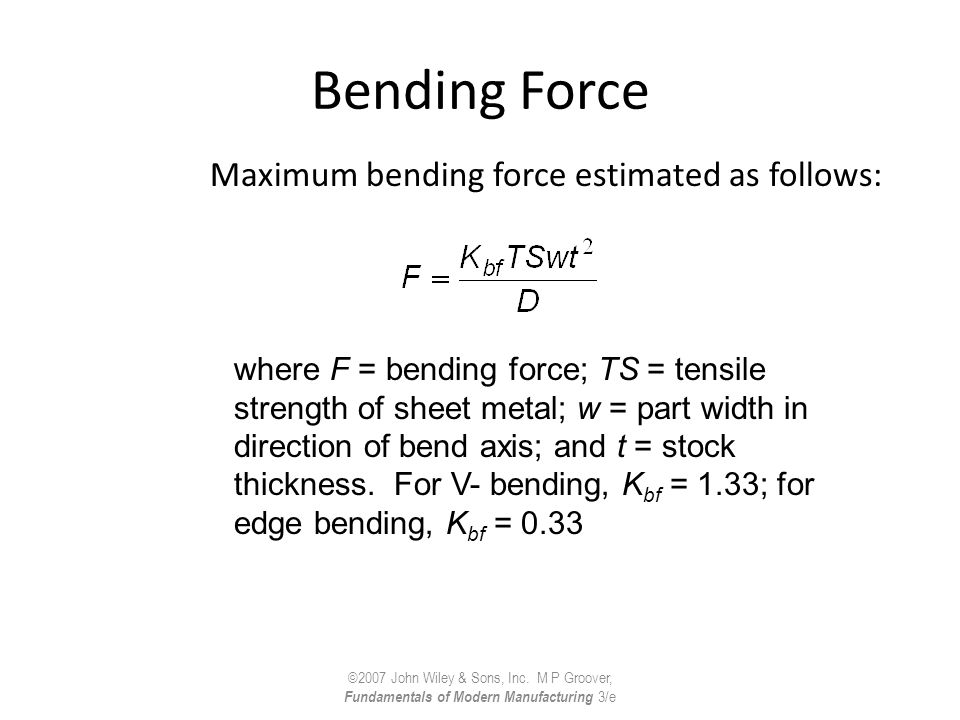
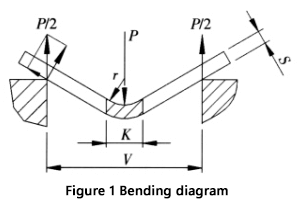
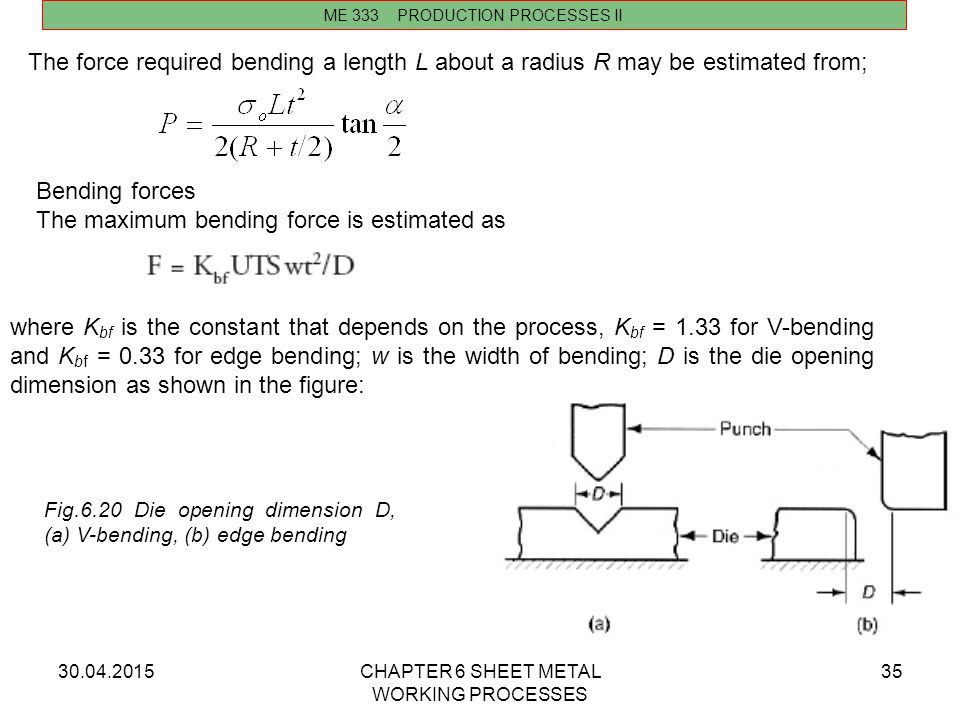
Bending force problem sheet metal.
Sheet Metal Bending

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsynnzyz2gtoadyxf5csib5fsdf6lpsa0hy1q Usqp Cau
Sheet Metal Working Processes Ppt Download
Https People Engr Ncsu Edu Ytzhu Class Teaching Mse440 540 Lecture Lecture12 Pdf

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Sheet Metal 02 A Cutting Forces Youtube
Chapter 3 Forming Process Ppt Download
Allowance Tables And Formulas

Bend Allowance Sheetmetal Me
Bend Allowance Sheet Metal Part Design Solidworks Tutorial Machinemfg

Pdf Bending Force And Spring Back In V Die Bending Of Perforated Sheet Metal Components

Sheet Forming Process An Overview Sciencedirect Topics

Understanding Bend Allowance And Bend Dedcution In Inventor Sheet Metal Fabrication Sheet Metal Sheet Metal Work

Cantilever Beam Shear Force And Bending Moment Formula In 2020 Shear Force Bending Moment In This Moment
Sheet Metal Forming

Coining In Sheet Metal In 2020 Metal Bending Sheet Metal Sheet Metal Work

Sheet Metal Design Guide Geomiq

Deep Drawing Sheet Metal Deep Drawing Metal Shaping
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau

Image Result For Shear Strength Ultimate In Shearing Sheet Metal Equation Shear Strength Sheet Metal Industrial Welding
Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg

Pin On Bending Technology

Shear And Bending Moment Diagrams Are Analytical Tools Used In Conjunction With Structural Analysis To Help Perform S Bending Moment Shear Force In This Moment

Sweet Relief How To Avoid Hole Distortion In Sheet Metal Parts
Source : pinterest.com
